
زموږ محصولات




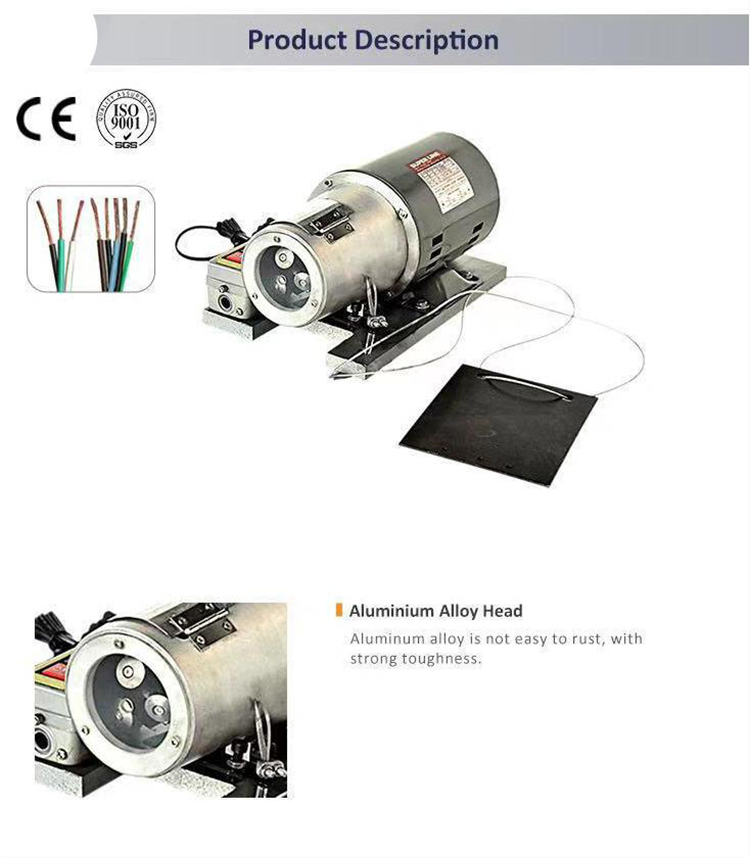
د تار له مینځه وړلو او تاوولو ماشین LJL-200
مشخصات
- د تارونو ماتولو او ماتولو لپاره کارول کیږي
- د قطع کولو اوږدوالی: 2-30 ملي میتر
- د تار اندازه: AWG14-22
- د بریښنا درجه: 120W
- وزن: 15 کیلوګرامه
- اندازه کول: 300*200*160mm
- د دې لپاره مناسب: د AV / DC بریښنا لاین ، بریښنایی لاین ، ملټي سنټر لاین ، ربړ لاین ، انزوا لاین
برخی
1. ځانګړي میخانیکي جوړښت ، مروړ شوی تار ، یوځل بشپړیدو وروسته
2. د پسرلي ځانګړی هک ، پای موټ کړئ ، خلاص کول اسانه ندي
3. د 22AWG-14AWG دورې مشخصاتو سره یو واحد کور وصل شوی تار
4. د دې لپاره مناسب: د AV/DC بریښنا تار ، بریښنایی تار ، د زړه زړه تار ، د ربړ تار او جلا کولو لاین
عملیاتي لارښوونې
1 ، د عملیاتو لارښوونې
1). د بریښنا رسولو سره وصل کړئ ، د موقعیت په اړه کښته کړئ ، او موټور به د وسیلې لرونکی د گردش لپاره وګرځوي.
2). د راتګ لیکې لارښود لکه څنګه چې په عکس کې ښودل شوي؛ تار د اکریلیک رنچ سوري ته پروسس کیدو پورې وساتئ تر هغه چې دا د پوزیشنینګ شافټ ته ونه رسیږي.
3). کله چې پیډل فشارول کیږي ، زنځیر د راکر لاس پرمخ وړي ، او د لیور اصول د کیم مخ ته اړولو لپاره کارول کیږي ، پداسې حال کې چې کیم د سلاټر اصول کاروي ترڅو د کټر راکر لاس مرکز ته واړوي ، او بلیډ او تار تورشن پسرلی کولی شي پوټکی پرې کړئ او تار پرې کړئ.
4). د پیډل خوشې کولو پرته تار وباسئ ، کوم چې د پوټکي کار دی ، او بیا پیډل خوشې کړئ.
5). په پورته 2.3.4 کې له پروسې څخه یو یو د تار پروسس کولو پروسه بشپړه کړئ.
2 ، د هرې برخې فعالیتي توضیحات
1). د پوزیشنینګ شافټ: دا شافټ د موقعیت لپاره کارول کیږي ، او د پروسس کولو اوږدوالي موقعیت پخپله تنظیم کیدی شي.
2). د پوزیشنینګ شافټ سکرو تنظیم کول: دا د پوزیشنینګ شافټ فعالیت تنظیم کولو لپاره کارول کیږي. د پوزیشنینګ شافټ یوازې هغه وخت تنظیم کیدی شي کله چې سکرو ځای په ځای شي ، او بیا د تنظیم کولو وروسته تړل شوی.
3). د وسیلې هولډر فکسینګ سکرو: دا په سپینډل کې د وسیلې هولډر فکس کولو دنده ده.
4). د چاقو څنډې تنظیم کولو سکرو: دا دی ، د تار قطر تنظیم کړئ. د سکرو او بیس پلیټ ترمینځ لوی واټن ، پتلی تار پروسس کیدی شي ، او واټن کوچنی ، ضخیم تار پروسس کیدی شي.
5). د راکر آرم: بیرینګ او کیم فشار ورکړئ ترڅو د کټر راکر لاس د توقع سره سم حرکت وکړي.
6). د پښو پیډل باید شاوخوا 20-30 درجو کې تنظیم شي.
7). کله چې تیغ د قطع کولو موقعیت ته ورسیږي ، د تار تورشن پسرلي د تار شیټ باندې شاوخوا 0.4-0.5mm فشار راوړي.
3 ، د خراب شوي تار لپاره د ستونزې حل کولو میتود:
د خراب تار تار کولو په صورت کې ، مهرباني وکړئ چیک کړئ:
1). چیک کړئ که تیغ اغوستل شوی وي.
2). وګورئ چې ایا د تیغ شاته تورشن پسرلی مات شوی یا خراب شوی. مهرباني وکړئ دا پخپله اصلاح یا ځای په ځای کړئ.
4 ، د ساتنې لارښوونې:
سلائیډینګ ګډ په منظم ډول د غوړولو تیلو سره ډک کړئ او ماشین پاک وساتئ.


د ګرم پلور محصول
کیفیت لومړی ، د خوندیتوب تضمین





